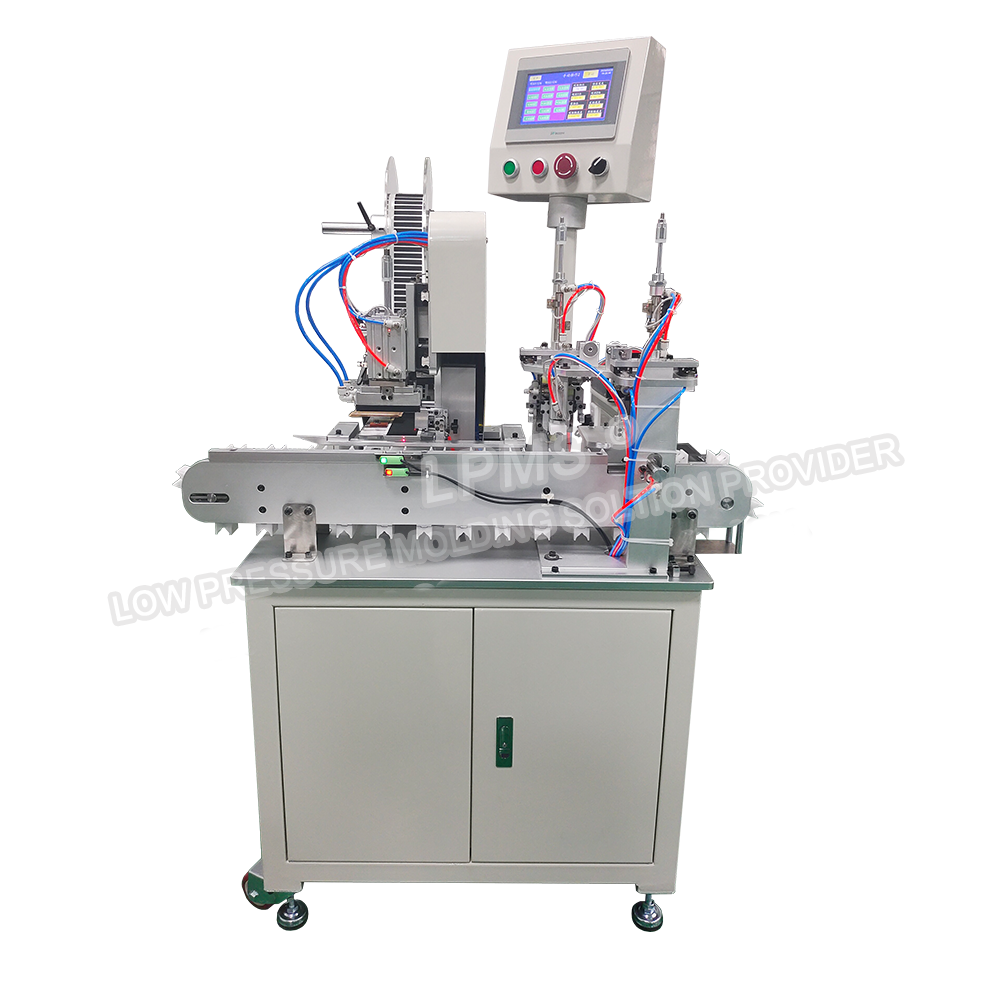
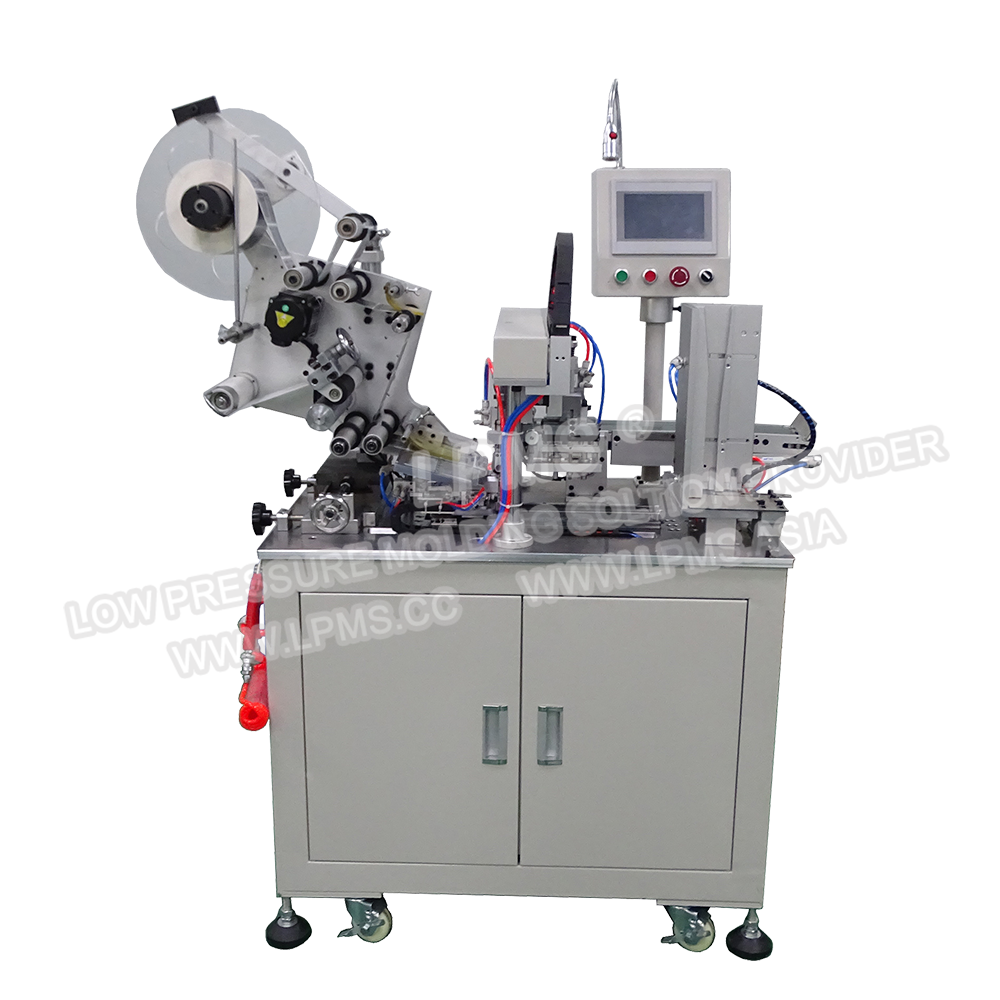
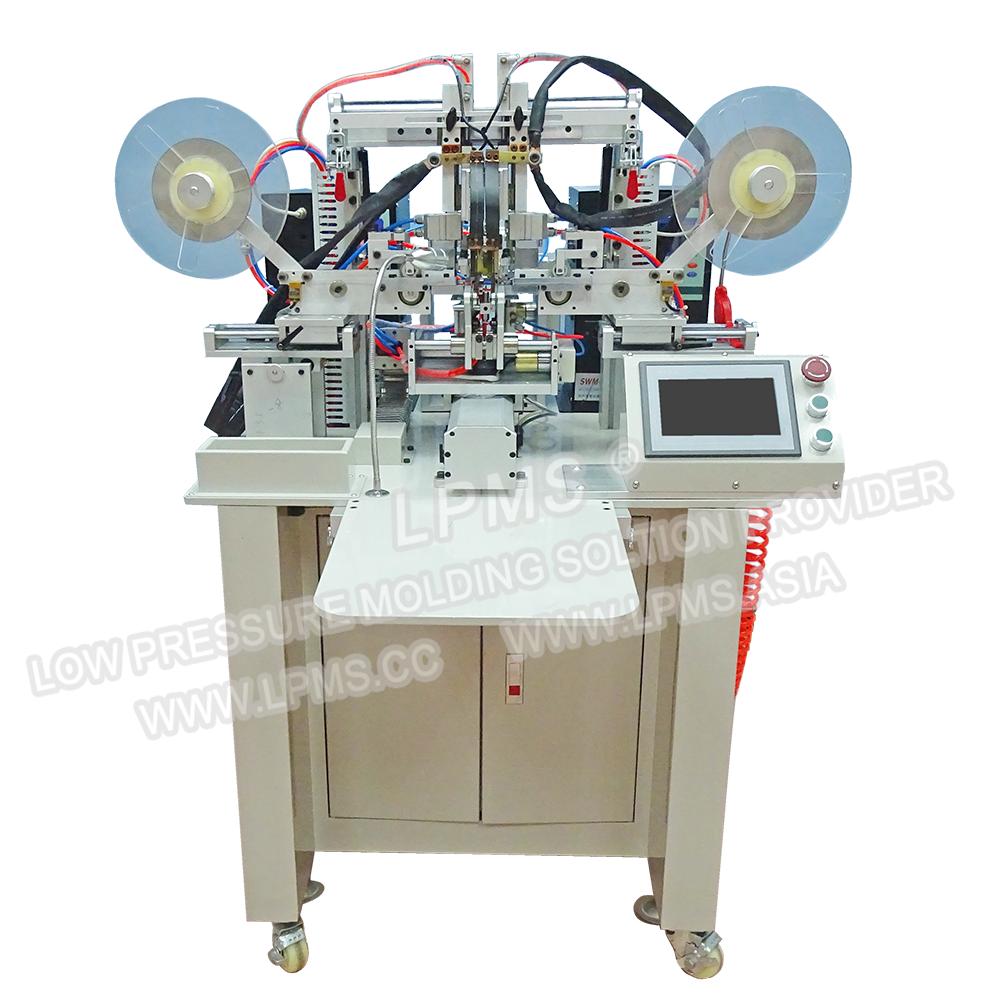
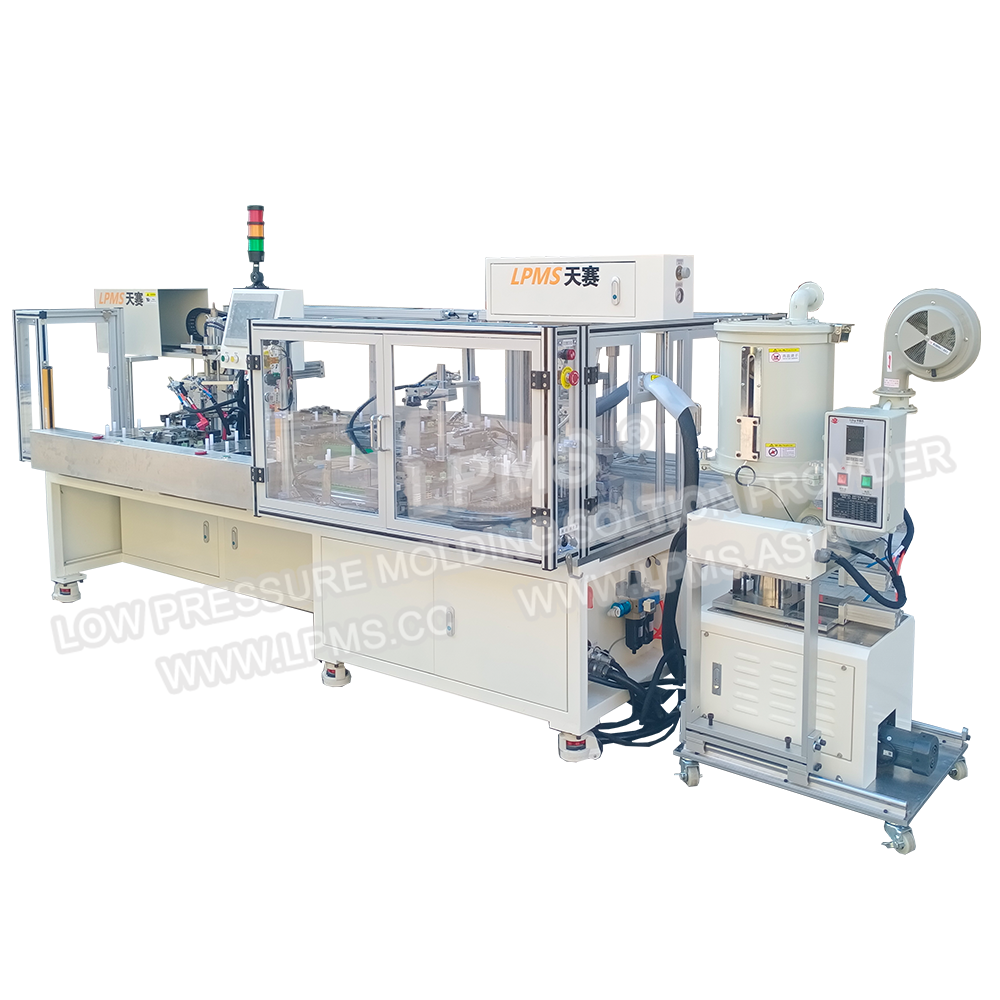
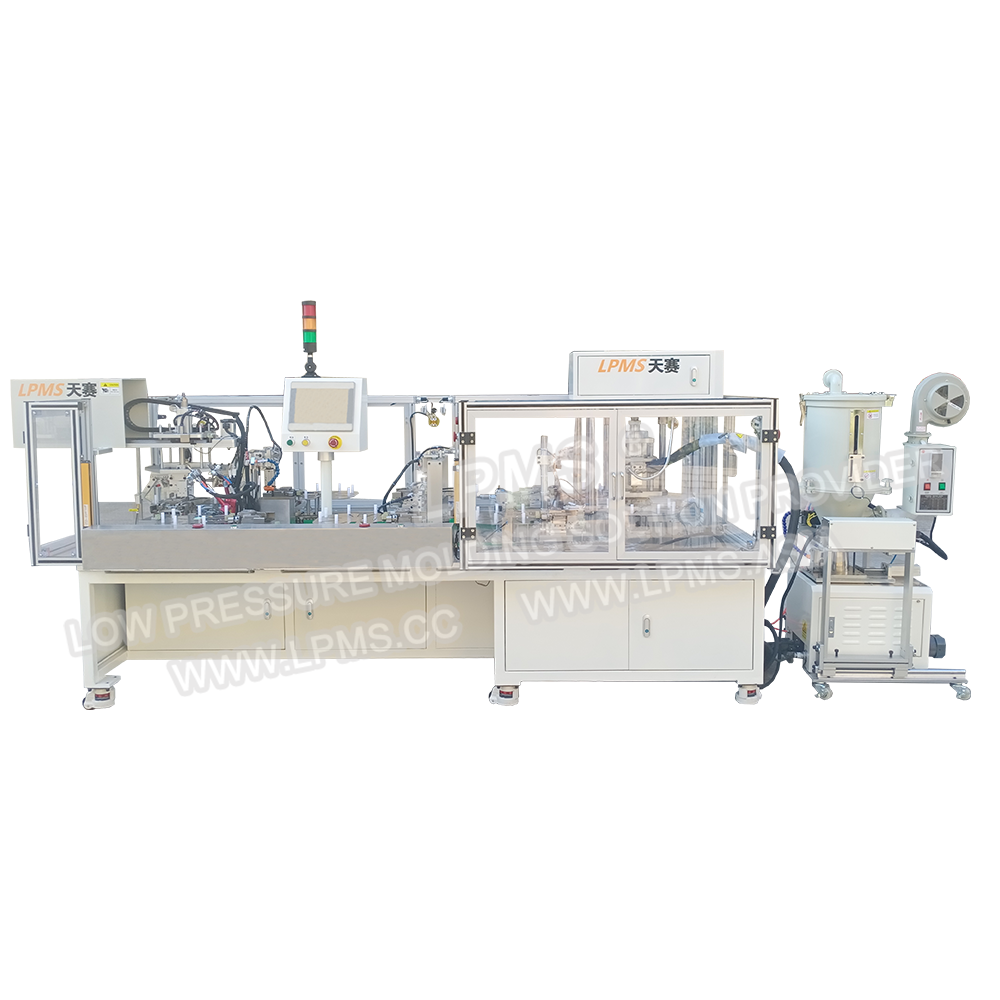
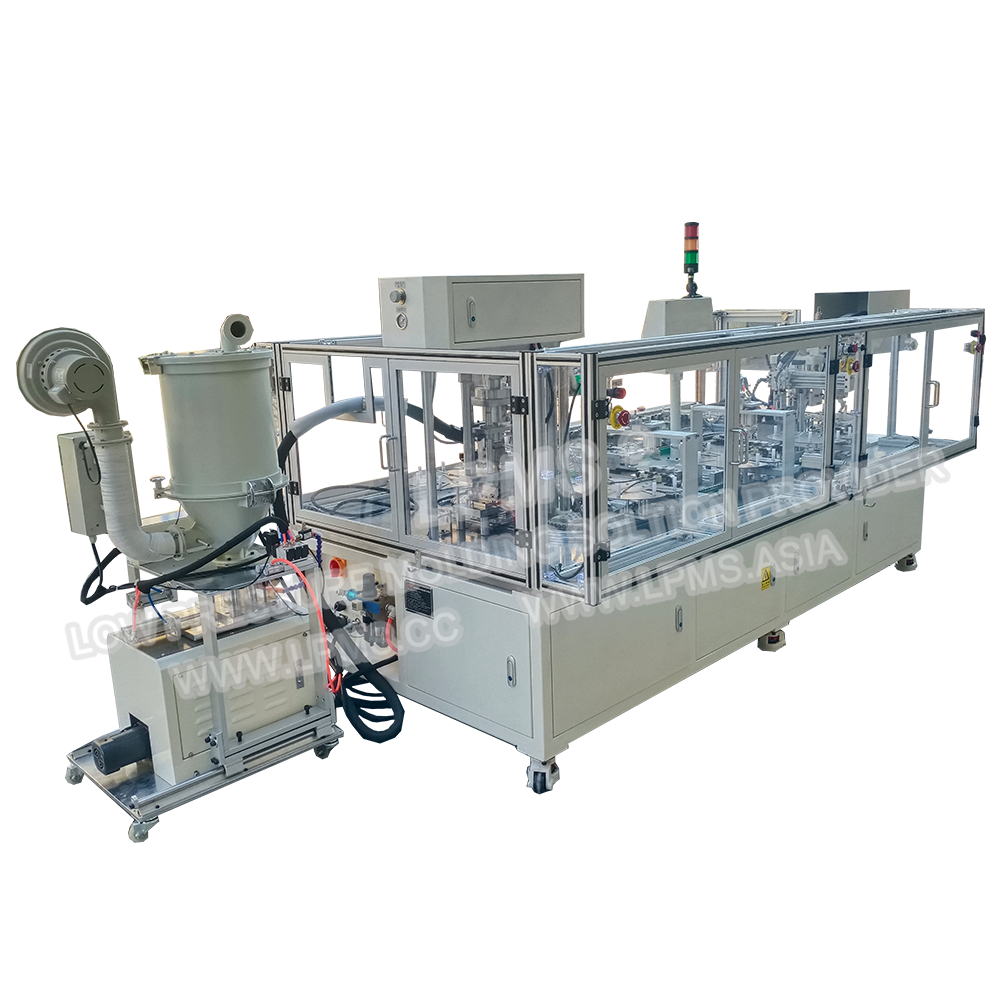
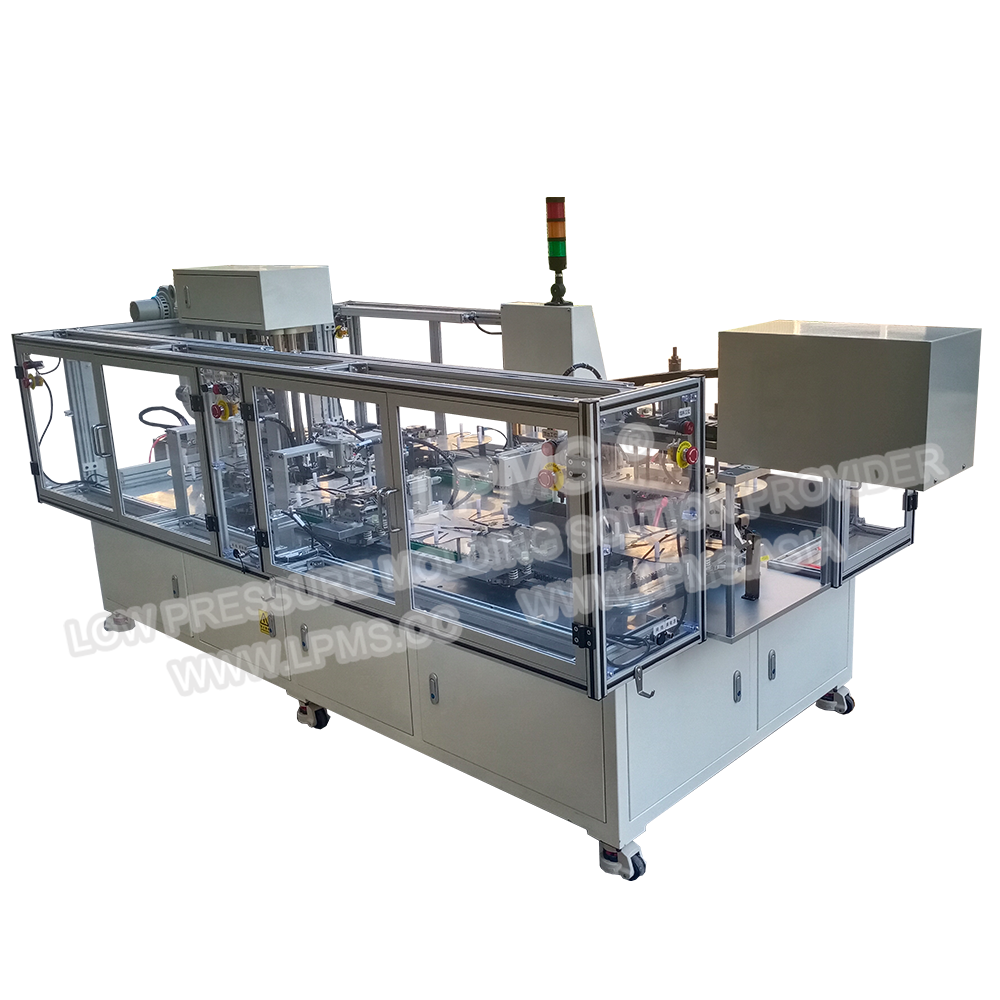
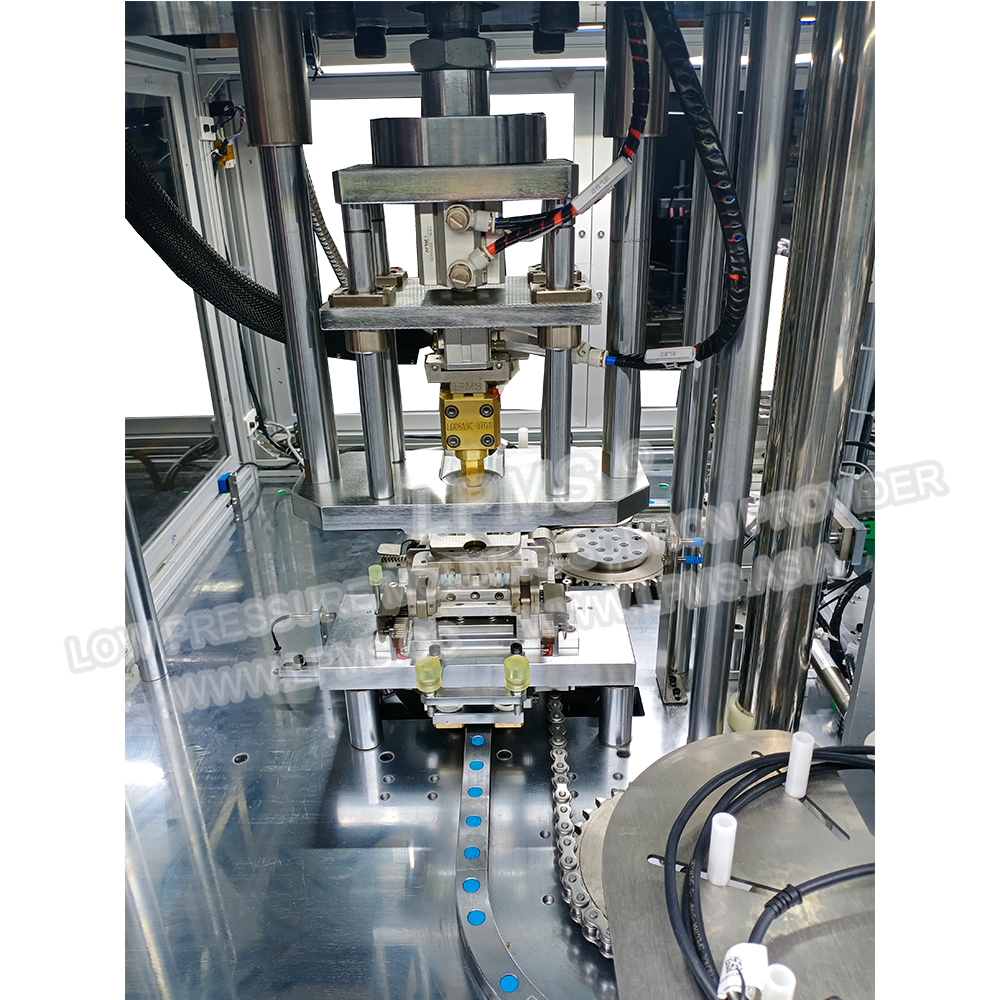
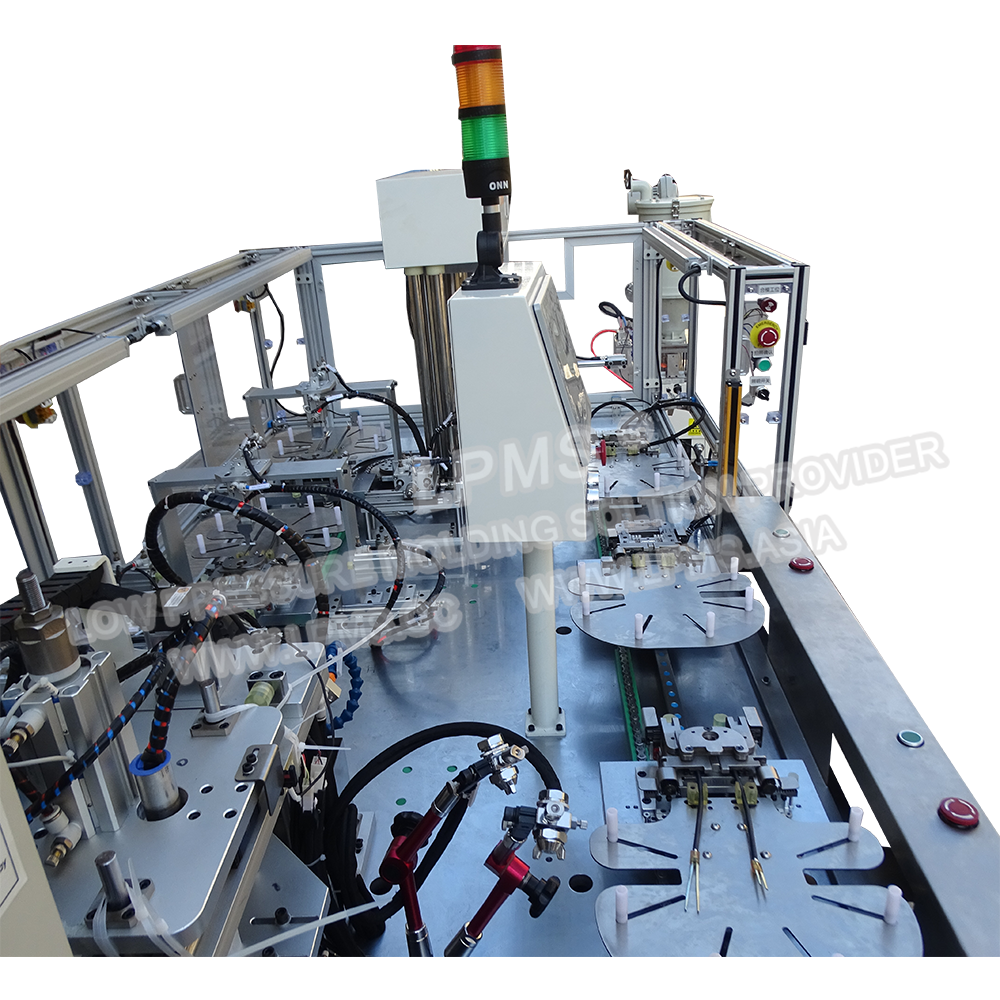
l 該(gāi)環形(xíng)軌(guǐ)道式自動(dòng)低壓注塑機,環形軌(guǐ)道上均布8個工位(wèi)(工位(wèi)數量可根據產品工序增加或減少),2個工位放線擺線,其他工位自(zì)動工作(CCD檢測、合上模(mó),低壓注膠,開線(xiàn)夾,開上模,頂出(chū)取水口,取成品).
l 環形軌道(dào)各工位間採用不銹(yòu)鋼鏈條連接,承載力大,結實耐用的。多工位精定(dìng)位,定位精(jīng)度高。載具板採(cǎi)用浮動式設計,承壓力大。
l 灌膠模具自動回流到放線工位,除放產(chǎn)品工位人工放(fàng)產品外(可根據產品設計為自動放產品),設(shè)備其他工位進行自動動作時放線工位(wèi)要擺放產品, 節省時間(jiān)。
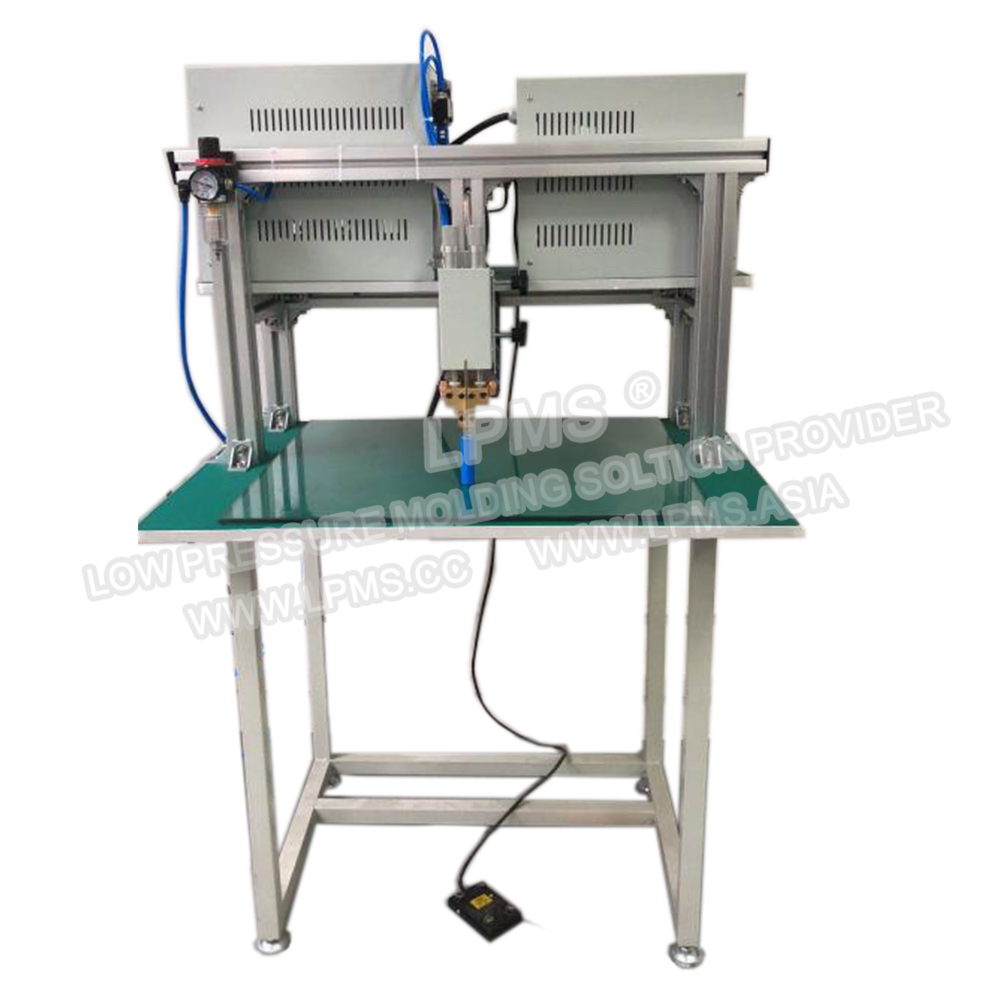
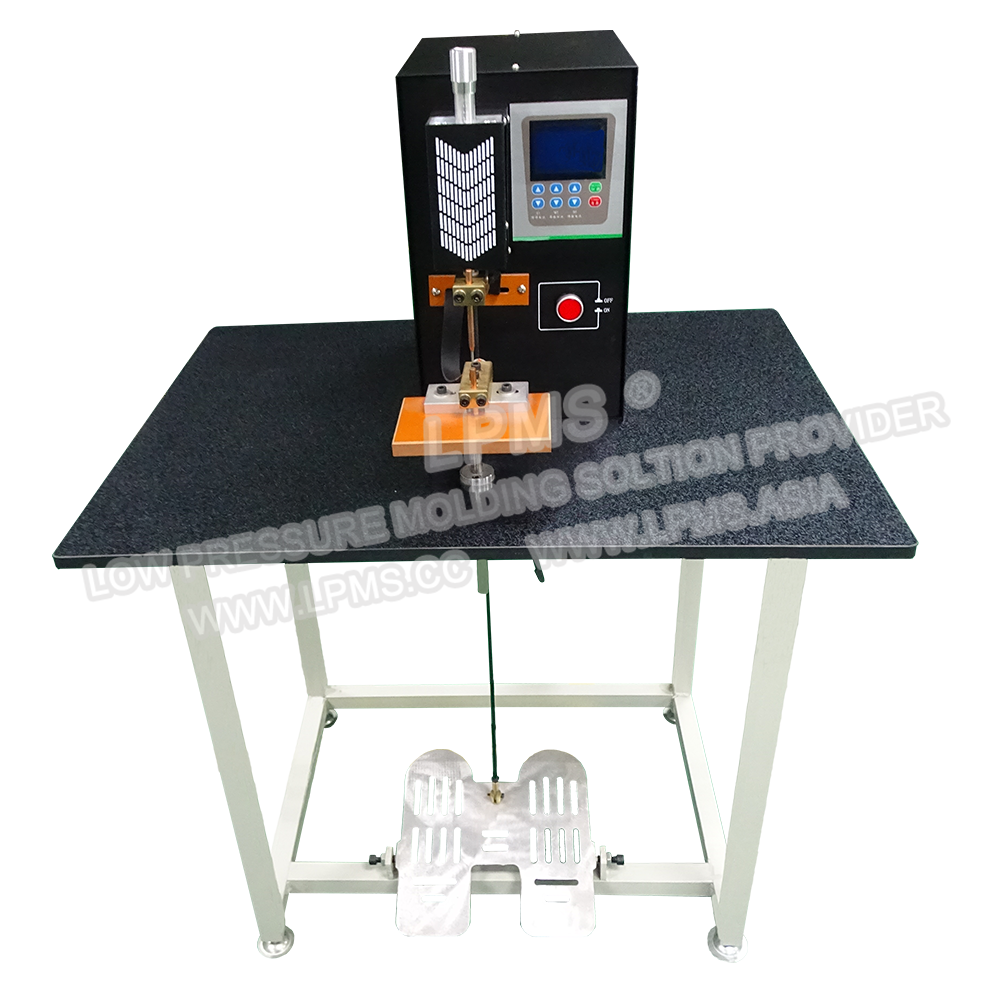
l 速熔式膠缸,以6208熱熔膠為例(lì),加(jiā)熱(rè)200℃,18分鐘可作業。
l 多段控溫, 膠缸、膠管、熱流(liú)道、熱嘴(zuǐ)均可獨立控製。
l 定時加熱(rè)、超溫報警和自動停(tíng)止加熱功能。
l 產(chǎn)量記錄: 配套10 寸觸摸屏(píng),過去30 天生產記錄可查(chá)詢,報警顯示故障內容及處理方(fāng)式, 當日24 小時生產(chǎn)記錄可(kě)查詢。
l 具備以太網的通訊方式,如有(yǒu)需要可以將設備的(de)運(yùn)行狀況遠程存儲在伺服器上。
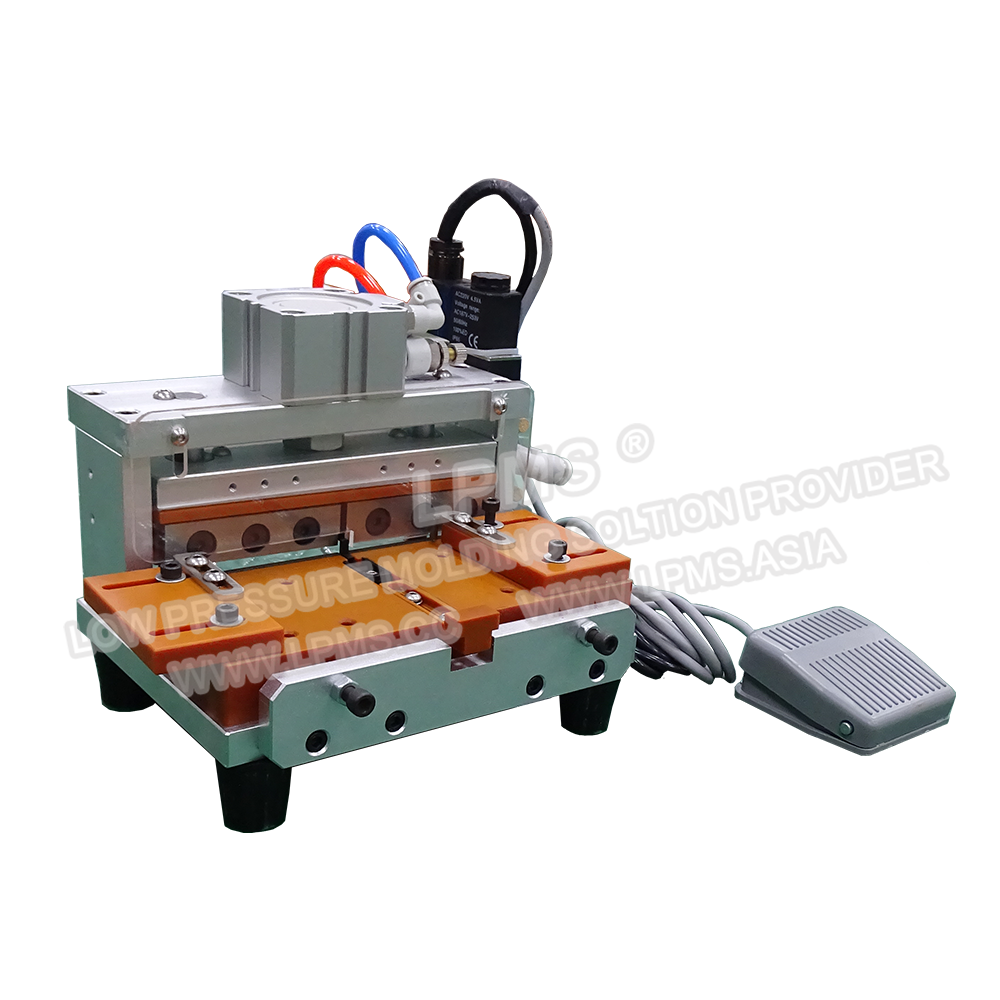
l 切(qiē)換不同線號的產品時,隻更(gèng)換模具線夾,實現快速更換。
運用範圍
環形軌道式自動低壓注塑, 整(zhěng)機8個工位,對應8套模具,8套(tào)模具由環形(xíng)軌道帶動作類似於圓周運動來完成各工序的自動化生產,設備自(zì)動化程式高,生產效率高.
適用於各式低壓熱熔膠成型樹脂對產品注(zhù)膠包封。不會損傷零部件,無化學反應,自動合模,成型(xíng)快(kuài)速,冷卻(què)即成型,成品取出,成型後產品具有(yǒu)絕緣與防水等(děng)性能。廣泛應用於:高速傳輸線圈、線束、精密敏感電子元器(qì)件的封裝與保護。
產品規格
設(shè)備(bèi)尺寸 ( 寬度 , 深度 , 高度 ) | 3180 mm x 14900 mm x 1400mm |
熔膠係統與數量(liàng) 1 | MOD-07-SFP08-DSAF |
自(zì)動加料係統 | 選(xuǎn)配 |
注(zhù)膠槍型號與角度 | LPMS-G08 x 1 / 36.4° |
注膠管編號(hào) 2 | LPMS-H22J |
注膠壓力(lì) | 0.2~4Mpa |
最大注膠量 | 5.8 g / RPM |
溫控分區 | 3 /膠缸、膠管、膠(jiāo)槍(qiāng) |
溫度範圍 | 室溫至250℃ |
溫(wēn)度控製(zhì) | ±5℃ |
額定電壓(yā) | AC380V~390V 50HZ/60Hz |
最(zuì)大功率 | 7.0KW |
馬達功率 | 1.5KW |
輸入氣壓 | 0.4~0.8Mpa(進氣管ø12*3000mm) |
用氣量3 | 0.1m3 / min |
合模方式 | 氣缸 |
合(hé)模力 | 最大(dà)1.2噸 |
合模行程 | 50 mm |
脫模方式 | 氣缸 |
脫模力 | 2515 N |
控製(zhì)係(xì)統 | 可程式設計控製器 |
人機介麵 | 10英和7英寸HMI |
安全保護 | 光柵 +保護罩 |
生產效率 | 225次(cì)/小時(視操作人員熟練程度,產(chǎn)品注膠量而定) |
設備視頻
Copyright © 2015-2018 東莞市天賽塑料機械有限公司 All Rights Reserved.
壓注塑_低壓注膠解決方案(àn)_派(pài)瑞林真空氣相鍍膜-東莞市91免费网站機械有限(xiàn)公司")